

Produkte


Online-Wirbelstromprüfsystem für gerade geschweißte Edelstahlrohre ECN1002 / EFN1002
Fünf Vorteile von Produkten
- Diese Schweißmethode wird hauptsächlich für längsgeschweißte Rohre aus Edelstahl und Titanlegierung verwendet. Die allgemeine Schweißgeschwindigkeit ist niedrig (0,52-10 m / min).
- Der Wirbelstrom-Fehlerdetektor mit extrem niedriger Geschwindigkeit löst wirklich das Problem der langsamen Online-Erkennung des Argon-Lichtbogen- / Plasmaschweißens.
- Die Erkennungsempfindlichkeit und das Verhältnis von Leistung zu Geräusch übertreffen die einschlägigen nationalen Normen.
- Für die Erkennung von quadratischen und speziell geformten Rohren wird hauptsächlich der Satteltyp verwendet.
- Fehlererkennungsbericht automatisch erstellen
Produktdetails
Online-Wirbelstromprüfsystem für gerade geschweißte Edelstahlrohre ECN1002 / EFN1002
Projektübersicht
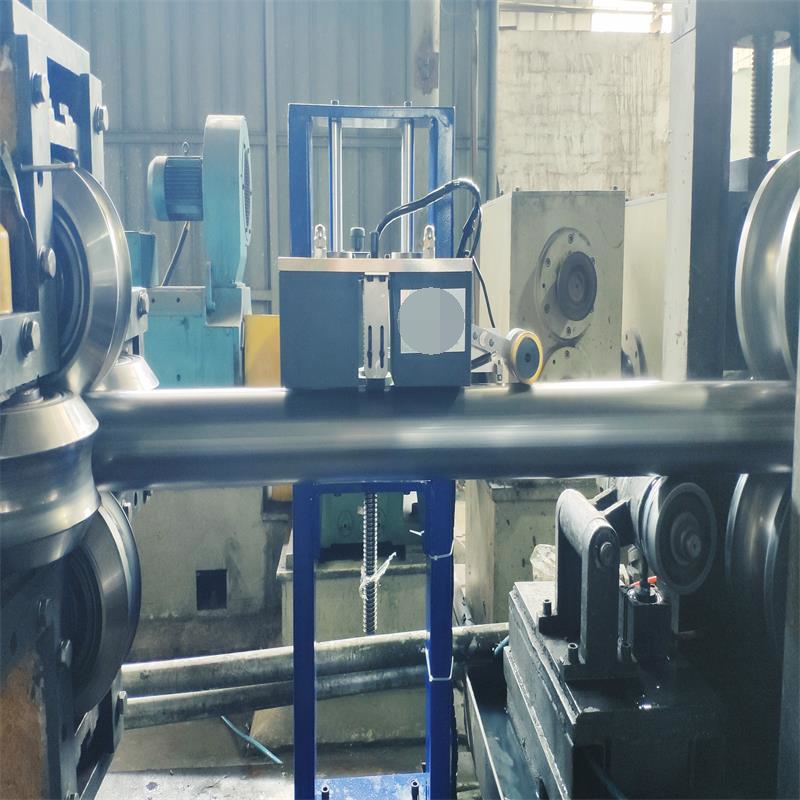
◆ Kunden produzieren gerade geschweißte Edelstahlrohre. Ein automatisches Wirbelstrom-Fehlererkennungssystem ist in der geschweißten Rohrmaschine installiert.
◆ Eigenschaften des Argon-Lichtbogenschweißens / Plasmaschweißens: Dieses Schweißverfahren wird hauptsächlich für längsgeschweißte Rohre aus Edelstahl und Titanlegierung verwendet. Die allgemeine Schweißgeschwindigkeit ist niedrig (0,52-10 m / min).
◆ Die optimale Erfassungsgeschwindigkeit eines normalen Wirbelstrom-Online-Fehlerdetektors ist > 5 m / min. Der Wirbelstrom-Fehlerdetektor mit extrem niedriger Geschwindigkeit löst wirklich das Problem der langsamen Online-Erkennung des Argon-Lichtbogen- / Plasmaschweißens. Die niedrigste Erfassungsgeschwindigkeit beträgt 0,5 m / min. Die Erkennungsempfindlichkeit und das Verhältnis von Leistung zu Geräusch übertreffen die einschlägigen nationalen Normen.
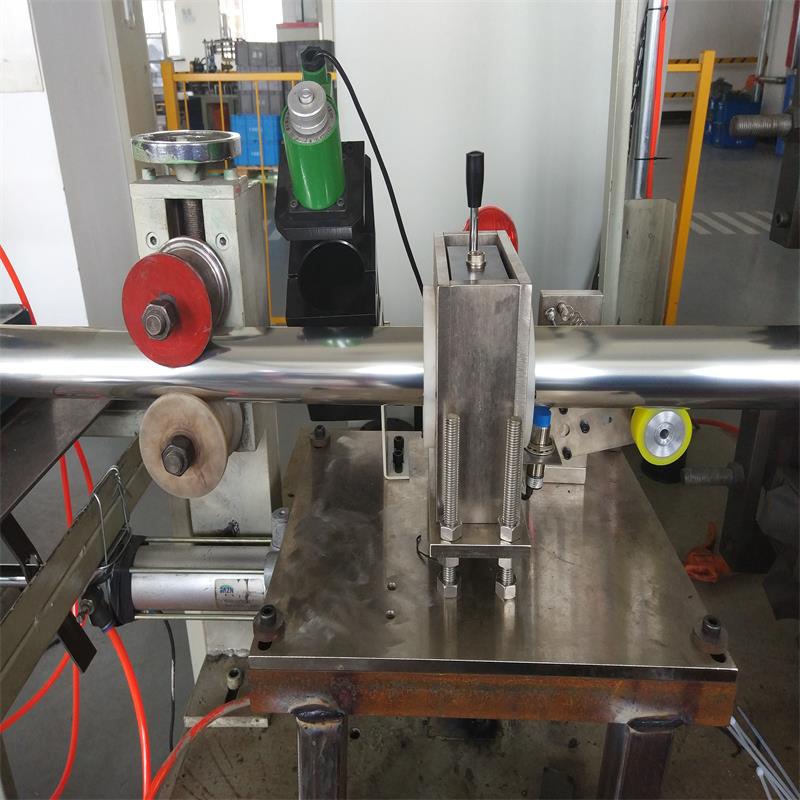
◆ Option der Durchgangserkennung / Sattelerkennung: Es wird empfohlen, die Durchgangserkennung in der Spezifikation von φ0-40 zu verwenden. Der Vorteil ist, dass die Schweißnaht und der Rohrkörper erkannt werden können. Der Nachteil ist, dass jede Spezifikation mit einer Sonde und einer Führungshülse ausgestattet sein muss. > φ40 empfohlene Sattelsonde, eine Sonde kann einen weiten Bereich von Spezifikationen abdecken, ein bestimmter Bereich von Spezifikationen muss die Sonde nicht ersetzen. Es können nur Schweißpositionsfehler erkannt werden.
◆ Für die Erkennung von quadratischen und speziell geformten Rohren wird hauptsächlich der Satteltyp verwendet.
Erkennen von Werkstückinformationen
Name des Erkennungsobjekts
Gerade geschweißtes Edelstahlrohr, Rundrohr
Material Edelstahl (2er, 3er, etc.)
Abmessungsspezifikation 0-40
Schweißnahtbreite Ø0-5mm, Schweißwinkelabweichung von 5 mm ist akzeptabel
Länge Online-Fehlererkennung der Länge, des fliegenden Sägeschnittrohrs oder der Spule nach der Fehlererkennung
Biegungsgrad 1,5 mm / m (von der Erfassungsstation)
Runder Abschluss Rundrohr Ø 0,1 mm
Rauheit Rohrwand und Schweißnaht (mit Graten) ≦ 3.2
Härte Schwerer
Online-Geschwindigkeit Schweißgeschwindigkeit: 0,50 bis 750 m / min (Instrumentenerkennungsgeschwindigkeit: 0,52-750 m / min)
Erkennungsteiltemperatur 80-100 ° C oder normale Temperatur
Erkennungsanforderung und Genauigkeitsstandard
Executive Standard der Erkennung
Anzahl der Standard Name des Standards Klasse
GB / T 14480-2015 Gerät zur zerstörungsfreien Prüfung Eddy C urrent T esting E Ausrüstung /
GB / T 7735-2016 Automatische Wirbelstromprüfung für nahtlose und geschweißte Stahlrohre Die höchste Note
(ausgenommen Unterpulverschweißen) Defekte
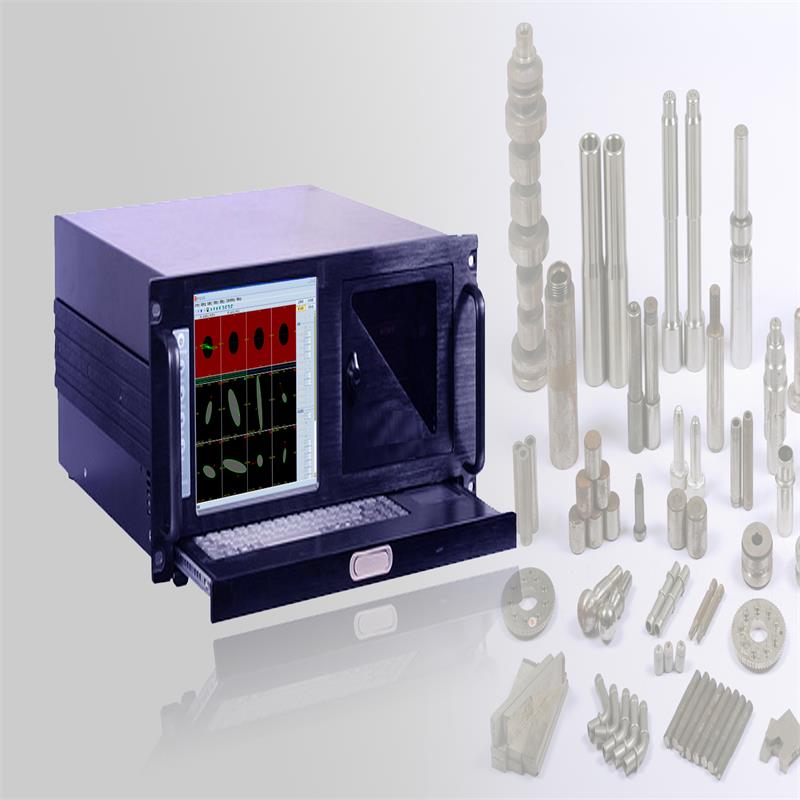
Technische Parameter des Systems
Name des Systems: Online-Wirbelstromprüfsystem für gerade geschweißte Edelstahlrohre
Typ: ECN / EFN1002
Erkennungsmethode: Zweikanalige Online-Wirbelstromerkennung
Steuermodus: Automatisch + Manuell
Instrument und Sonde: Wirbelstrominstrument; Zweikanaliger digitaler Wirbelstromprüfkopf mit hoher Intelligenz
Erkennungsplattform: Unabhängig entwickelte Core-Erkennungsplattform
Kurze Einführung in die Erkennungsoperation:
Passen Sie die technischen Parameter und Standardmuster des Fehlerdetektors gemäß den Prüfanforderungen an.
Passen Sie die Position von Sonde und Sonde gemäß den Werkstückspezifikationen an.
Das Fehlererkennungssystem erkennt das Werkstück, Alarme und Markierungen.
Stellen Sie die Schweißausrüstung (Form, Schweißnaht) entsprechend dem Alarm ein;
Die Aufzeichnung, Speicherung und Analyse der Daten erfolgt durch den Fehlererkennungs-Host.
Fehlererkennungsbericht automatisch erstellen.
Wichtige Parameter des Systems
Name Technische Parameter Bemerkungen
Blinden Bereich beenden ≦ 50m Abhängig von der Testgeschwindigkeit
Stabilität Nach 16 Stunden ≦ 2dB Testprobe
Genauigkeit des Jet-Drucks ± 50 mm Testprobe
Omissive Urteilsrate 0% Testprobe
Fehlerrate ≦ 2% Testprobe
Testgeschwindigkeit 0,50 bis 750 m / min Es hängt davon ab Kunden Schweißgeschwindigkeit,
Argon-Lichtbogenschweißen wird angepasst gemäß Die schnellste Geschwindigkeit kann 750 m / min erreichen
zur Schweißgeschwindigkeit des Kunden. (Dieses Projekt ist Edelstahl Argon
Bogen Schweißen ist die Geschwindigkeit Langsamer)
Prinzip der Durchgangsprüfung
Bei der Wirbelstromerkennung wird ein magnetisches Wechselfeld durch Annäherung des Leiters an die Spule mit Wechselstrom (als Sonde bezeichnet) erzeugt. Das magnetische Wechselfeld durchläuft den Leiter und erzeugt mit ihm eine elektromagnetische Induktion und baut im Leiter einen Wirbelstrom auf. Der Wirbelstrom im Leiter erzeugt auch ein eigenes Magnetfeld.
WEHANS AUTOMATION TECHNOLOGY. CO., LTD
Gesprächspartner: Cynthia
Telefon: +86 15062667823
Festnetz: +86 18121053868

Firmenanschrift: Building 1, No. 268, Dengyun Road, Yushan Town, Kunshan City, JIangsu Province, China.
Webseite: wehans.b2bde.com
Bisherige: Intelligentes digitales Wirbelstr...
Nächster: Online-Wirbelstromprüfsystem fü...
Anfrage :

-

Mehrkanaliger intelligenter digitaler Wirbelstromdetektor EIG3000
-

Intelligenter digitaler Mehrfrequenz- und Mehrkanal-Wirbelstromdetektor EK3000
-

Mehrkanaliger intelligenter digitaler Wirbelstromdetektor EIG2000
-
Intelligentes digitales Wirbelstromsortiergerät ERS6000
-
Online-Wirbelstromprüfsystem für gerade geschweißte Edelstahlrohre ECN1002 / EFN1002
-
Online-Wirbelstromprüfsystem für gerade geschweißte Rohre EFH1002
-

Online-Wirbelstromprüfsystem für Federstahldraht ECH7002
-

PCB Metallografisches Mikroskop (JX22 / JX23-RT)